PFA (Perfluoroalkoxy alkane) is a multipurpose and high-performance polymer possessing the properties of a great thermally stable material and is also mechanically strong. Many industries use this material as it can operate under harsh conditions with high temperatures and corrosion. PFA has distinct features that set it apart from other fluoropolymers, making it suitable for advancements such as producing semiconductors, aerospace components, and the chemical sectors. In this article, the focus will be on what PFA plastic is, what its uses are, and what benefits it brings to the industry. With this understanding, the authors will provide answers to the importance of PFA as an essential material in applications that require high performance.
What is PFA plastic, and how does it differ from other fluoropolymers?
PFA is a type of fluoropolymer synonymous with exceptional resistance to chemical compounds, hardness, and high purity. Like PTFE, PFA is also non-stick and inert to aggressive environments but is a thermoplastic, making it easier to fabricate complex shapes different from traditional methods. Unlike FEP, PFA has better mechanical strength and performs better at temperatures greater than 500 F (260 C). Such qualities allow using PFA in situations where a certain degree of toughness, reliability, and accuracy is necessary.
Defining PFA: Perfluoroalkoxy polymer
It is a fact that perfluoroalkoxy (PFA) polymer is a type of thermoplastic with definite advantages over PTFE (polytetrafluoroethylene) because of its enhanced flow properties. PFA is chemically inert and resistant to corrosive agents while having good non-stick and anti-friction characteristics. Mechanical properties of PFA are retained due to its high thermal stability, which means it can be used in conditions that reach more than 500 F (260 C), which is almost extreme. So, these qualities can significantly help electrical insulation for the semiconductor, aerospace, and chemical resistance industries. Its ability to withstand the harshest thermal cycling with constant measurement accuracy makes it suitable for industries and applications requiring precision and long-lasting.
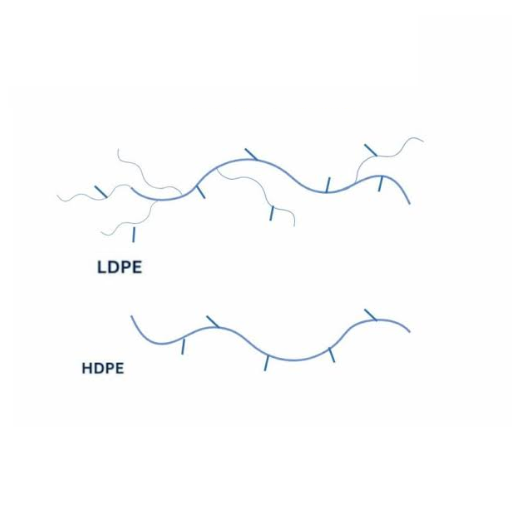
Comparing PFA to PTFE and FEP
PFA (Perfluoroalkoxy alkanes), PTFE (Polytetrafluoroethylene), and FEP (Fluorinated ethylene propylene) are specifically identified fluoropolymers, polymers having specific attributes that differentiate them for various industrial applications. PFA, like PTFE, has a broad range of applications regarding mechanical strength and thermal stability, where it is said to have a continuous service temperature of up to 500°F (260°C). However, owing to their melt-processable characteristics, PFIs are more advantageous in chemical resistance and more straightforward to process than PTFE, necessitating unique manufacturing sintering processes.
Due to its melt-processable features, PFA PFA, with its caloric contents of approximately 400°F (204°C), is used for extrusion and film applications. PTEF is the strongest of the three regarding non-stick characteristics and temperature, but its optical and process limitations can be a disadvantage. On the other hand, PFA offers a combination of PTFE’s thermal and chemical strength with FEP’s clarity and processability, making it an attractive option for semiconductor parts, chemical tubing, and coatings that require all these properties.
Unique properties of PFA as a fluoropolymer
PFA is characterized by high heat stability, chemical resistance, and flexibility as a perfluorocarbon polymer. This thermoplastic maintains all its properties, including mechanical strength and non-stickiness, even in an atmosphere of 500°F (260°C). Its enhanced transparency offers an added advantage over PTFE, allowing the internals to be visually inspected for specific extreme applications. Moreover, the excellent melt processability of PFA makes it possible to manufacture parts with intricate geometry, which are used in the semiconductor, aerospace, and chemical processing industries. These combined attributes position it as a versatile material in demanding, high-performance environments.
What are the key properties of PFA plastic?

PFA plastic’s taxonomy can be justified based on its excellent thermal stability, high mechanical properties, and extraordinary chemical resistance. It can sustain a temperature range of about 260°C (500°F) and usually does not degrade much within that range. Its surface is also coated with very low friction, which enhances its non-stick characteristics, enabling it to perform well even in areas with minimal contact at the surface level. PFA also possesses high electrical properties that are resistant to stress and incredibly resistant to stress in the presence of chemicals. Being transparent and easy to melt now makes PFA one of the most paramount materials to acquire in high-strength industries.
Chemical resistance and inertness
PFA alone is known to be widely resistant to high amounts of chemicals and nonactive; hence, it is applied widely and involves the use of aggressive chemicals; without suffering much damage, this material can withstand harsh acids, bases, solvents, and the oxidizing agent quickly as it has high stability. The way it is molecularly structured makes it very weakly reactive and, hence, does not suffer any degradation even under high temperatures. In addition, PFA is nonreactive, which makes it perfect as it is used for chemicals, semiconductors, or anything in the pharmaceutical industry where reliability and treatment are necessary, as it would lessen the chances of contact with other materials.
Thermal stability and high-temperature performance
PFA displays unique and robust thermal properties that allow the material to remain stable through massive temperature ranges. It can withstand melting at temperatures around 580°F (304°C) and can operate even at 500°F (260°C) for an extended period. The strong beat of the polymer chain and the spheres, crystalline, and ordered shapes minimize chain breakage due to the temperatures. This makes it more efficient when exposed to extreme temperatures, allowing it to be used for heat exchangers, electrical insulations, and high-performance coatings. It is essential as it can be used in systems that work under extreme heat; heat is a poisonous thing when it comes to machines, and stress from it can lead to the machine breaking earlier, but PFA can withstand it, increasing the lifespan of machines.
Low friction coefficient and non-stick characteristics
Various types of bearings and seals, which have changing temperatures, can cause friction in the region of 0.05 to 0.20, where the coefficient can be regarded as poor and a barrier to entry. Much power and energy loss comes from tiny construct components moving around, which have intense friction levels. Still, these friction levels can be evened out, resulting in low mechanical wear. The material’s surface energy is relatively low, roughly around 18-20 mN/m, which is ideal for the nonstick characteristics of PFA. Without tension, the incredible structure of the molecular world, substances are more straightforward to wash without creating large amounts of fouling. These attributes make PFA usable for food processing, medical device making, and chemical processing, but its priority is efficiency.
What are the main applications and uses of PFA plastic?
PFA (Perfluoroalkoxy Alkane) plastic is widely utilized in applications requiring high thermal stability, chemical resistance, and non-stick properties. Its use spans industries such as semiconductor manufacturing, where it is utilized for fluid handling components like tubing, fittings, and valves due to its resistance to aggressive chemicals. PFA produces non-reactive linings for surgical tools and pharmaceutical containers in the medical sector. Additionally, its dielectric properties make it valuable for wire insulation and components in high-frequency applications in the electronics industry. The food processing and chemical industries further benefit from PFA’s non-stick surface and excellent purity, utilizing it in coatings, linings, and seals to reduce contamination and ensure durability under harsh conditions.
Chemical processing equipment and tubing
PFA (Perfluoroalkoxy Alkane) plastic is widely utilized in applications requiring high thermal stability, chemical resistance, and non-stick properties. Its use spans industries such as semiconductor manufacturing, where it is utilized for fluid handling components like tubing, fittings, and valves due to its resistance to aggressive chemicals. PFA produces non-reactive linings for surgical tools and pharmaceutical containers in the medical sector. Additionally, its dielectric properties make it valuable for wire insulation and components in high-frequency applications in the electronics industry. The food processing and chemical industries further benefit from PFA’s non-stick surface and excellent purity, utilizing it in coatings, linings, and seals to reduce contamination and ensure durability under harsh conditions.
High-purity applications in the semiconductor industry
Ultrapure fluoropolymers are critical structural materials in the semiconductor industry due to high purity applications and their very low leaching and broad-spectrum chemical resistance. These materials are vital in maintaining etching, cleaning, and chemical delivery processes in a varietal pure state where even the slightest impurity can destroy the integrity of the product. They play an integral role in ensuring the semiconductor’s reliability, efficiency, and tight tolerance requirements are met.
Laboratory equipment and analytical instruments
Using high-precision laboratory instruments is crucial in achieving the success of every experimental work and quality control process. These devices include spectrometric and chromatographic devices and thermal analyzers, which can provide accurate and necessary measurements during research and production. These systems also employ state-of-the-art technology for detecting trace elements or small chemical changes, making them best suited for the pharmaceutical, biotechnology, and materials science industries. The ever-increasing development in automation and miniaturization has improved the effectiveness and resolution of modern analytical devices to meet the high expectations required by the most advanced scientific uses.
How does PFA plastic perform in demanding environments?

Due to its exceptional properties of chemical inertness, thermal stability, and mechanical strength, polytetrafluoroethylene (PFA) plastic performs exceptionally well in highly demanding conditions. Its structural integrity and efficiency are not compromised at cryogenic temperatures and can operate at about 260 C (500F). Also, PFA withstands aggressive chemical treatment such as strong acids, bases, and solvents, which increases its application in harsh chemical and industrial processing environments. Due to its low friction and non-adhesive properties, material accumulation and abrasion will also be minimized, increasing its effectiveness in serving critical processes longer.
PFA’s resistance to harsh chemicals and solvents
PFA (Perfluoroalkoxy alkane) has been developed to offer the most resistant material regarding chemicals, making it suitable for extreme industrial locations. It can survive contact with corrosively potent agents, including hydrochloric acid, sulfuric, caustic, and many more, without damage. The explanation lies in the structure of the compound as pfa is a fluoropolymer, which has the strongest molecular bond that can ever be formed anyway, preventing any chemical from permeating or interacting with it. Also, PFA is unaffected by organic solvents and oxidizing agents, which further promotes its use as it can withstand harsh weather conditions such as high temperatures and induces the use of PFA for more extended periods. Its high resistance power assures that one requires little maintenance and that the useable span is long even in aggressive chemical processes, making it ideal for providing linings to tanks, pipes, and other equipment.
High-temperature applications of PFA
Because PFA has excellent thermal stability and chemical resistance, PFA performs best in high-temperature applications. Continuous service temperatures at 260°C (500°F) are not a problem with this material, making it suitable for processes requiring high temperatures. PFA’s resistance to thermal degradation and non-stick properties make it capable of high performance in harsh working conditions, including semiconductor manufacturing, chemical processing, and high-purity fluid. Therefore, PFA is the best option for components such as heat exchangers, insulators, and reactor linings, as they must bear high temperatures without losing rigidity.
What makes PFA plastic suitable for chemical equipment?

PFA plastic is ideal for the construction of chemical plants because of its excellent resistance to all types of chemical exposure, including aggressive acids, bases, and solvents. Its non-porous surface creates a protective barrier to contamination and maintains a high level of purity, which is crucial in areas like pharmaceuticals and electronics. Also, PFA stability allows it to work at high working temperatures, and its mechanical strength enables it to work in harsh conditions for a long time. This makes PFA plastic ideal for application in piping, liners, and seals where there are high-end chemicals.
PFA’s excellent chemical resistance in various industries
PFA (Perfluoroalkoxy alkane) is everywhere due to its versatile chemical stability. Its strength is its inability to break down even in harsh conditions with high temperatures and potent acids, solvents, and bases. For example, in the chemical industry, PFA has a wide application as linings in chemical storage and reaction vessels, ensuring chemical corrosion does not damage the equipment. In the semiconductor industry, PFA is also essential in two ways: its ability to resist contaminants and prevent leeching, increasing the quality of the manufactured items. Moreover, where PFA is applicable, the pharmaceuticals and food industries provide even more stringent standards; however, PFA fulfills that by not being reactive, ensuring even the most reactive substances can be utilized safely. All these capabilities establish PFA as a centerpiece of operational enhancement materials employed in chemically rigorous applications.
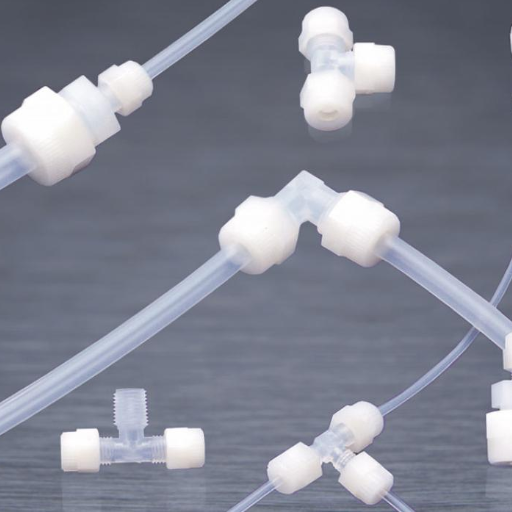
PFA tubing and fittings for chemical transfer
PFA tubing and fittings are specifically designed for services involving the reliable transmission of aggressive chemicals in requirements. Their high purity, exceptional thermal stability, and robust adhesion to a semiconductor substrate make them appropriate for processes where a stringent level of contamination is needed. With such features, a low risk of leakage of reactive or corrosive substances is likely, as well as perfuming effective processes within the semiconductor, pharmaceutical, and chemical Processing – all of which require strict standards of raw materials and chemicals.
How does PFA compare to PTFE in terms of flexibility and processing?

Applications using small-lumen catheters may encounter challenges such as potential thromboembolic events or catheter-related complications, including common issues like dislodgment or breaking of the thrombus sheath. PFA (perfluoroalkoxy alkane) and PTFE (polytetrafluoroethylene), however, provide a solution to this as they both have similar characteristics due to being fluoropolymers, which includes Having an exceptional resistance to the adverse effects of various chemicals as well as displaying good thermal stability. However, in a direct comparison, PFA has more excellent ductility than PFA, making it ideal for industries requiring constant movement or stretching. Moreover, making custom molds for items using PFA is easier as it is possible to melt mold PFA, while PFA, on the other hand, needs a significant amount of time for the process, which limits the PFA from being molded. This results in PFA being ideal for highly accurate custom-molded items. In conclusion, PFA and PTFE catheters are more practical and effective than traditional PVC catheters.
PFA’s improved flex life over PTFE
Perfluoroalkoxy alkane, or PFA, is preferred to polytetrafluoroethylene, or PTFE, especially where bending and other actions are repetitive because it significantly improves flex life. Meanwhile, ‘flex life’ is restricted to the number of times a material can bend without cracking or failing under the mechanical load. PFA offers better molecular flexibility and resistance to stress cracking from flexing through better molecular architecture, especially in most dynamic environments requiring flexural movement through cycles. Such characteristics are advantageous in industries with stringent requirements, such as the fabrication of semiconductors and chemical processing where hoses, tubing, and other components are in constant movement or vibrational motion. Also, at temperatures beyond the range in which PFA is active or in extreme conditions of a chemical environment, PFA can still function optimally and, at the same time, exhibit compatibility with chemicals, making it a better option than PTFE for similar uses. This enhanced performance metric contributes to lower maintenance costs and improved life within high working conditions with more stress.
Processing advantages of PFA vs. PTFE
PFA provides more significant advantages over PTFE as it can be molded without sintering and compression. Since PFA can be extruded or injected, more intricate configurations and less complicated processes are made possible to increase the probability of obtaining such configurations. The capability to output parts faster with lower energy requirements boosts efficiency. In addition, PFA can provide a very smooth surface finish after its processing stages, enhancing its usefulness even in high-performance applications. While it is true that continuous PTFE is still advantageous in some particular systems, PFA’s ability to flow enables better performance in more applications, especially in today’s high-performance sectors.
What are the future trends and developments in PFA plastic technology?
Regarding research and development, new technology in PFA plastic is expected to lower environmental impact and make the material more compelling. Non-toxic PFA resin synthesis is at the forefront now, but recycling will likely be used, and other renewable resources will be less dependent on it. Furthermore, some innovations seek to improve PFA to withstand higher temperatures and enhance its rigidity, allowing it to be utilized in extreme conditions in aerospace and advanced electronics. Thus, the striving for improvement and advanced techniques in production, such as 3D printing while using PFA, will increase productivity and make the process more tailored. All these advantages are likely only to grow PFA’s use in high-performance industries.
Advancements in PFA resin formulations
The latest PFA formulations are being developed based on performance requirements, particularly for the manufacturing industry. PFA’s structural molecular profile has also been modified to improve thermal degradation, chemical resistance, and chemical inertness. This multifaceted approach provides a PFA that retains structural characteristics at higher temperatures and harsher chemical environments, making it ideal for semiconductor and chemical processing. However, technological advancements toward reducing impurity and improving lactone purity have made PFA formulation ideal for ultra-clean tasks such as microchip manufacturing.
Moreover, innovations are also targeted at processability problems, with new grades of PFA having lower melt viscosity developed for simple extrusion and molding. Such improvements are aimed at achieving cost minimization alongside high output. Growth in polymer blending techniques and aid of nano-additives integration technologies into PFA are also directed to specially cater to PFA’s mechanical and electrical properties for specific applications in aerospace, renewable energy, medicine, and specialized coatings; this form of tailoring PFA is expected to enhance its utility further. These continuous changes and improvements indicate how significant the role of PFA will be in modern technologies.
Emerging applications for PFA materials
An increasing number of PFA materials are multi-application, owing to their chemical and thermal resistance and dielectric strength characteristics. For instance, in the aerospace sector, PFA wiring insulation and coatings for equipment working in corrosive environments are essential. Likewise, in the medical industry, PFA is used in the construction of surgical instruments and implantable devices and tubing for pharmaceuticals because of its non-reactivity and biocompatibility. Furthermore, PFA is used in solar panels and fuel cells since it can endure high temperatures and chemical warping without a decrease in performance for extended periods. These applications highlight the multifunction of PFA and its importance in supporting the development of high-tech products in the future.
References
Fluorinated ethylene propylene
Frequently Asked Questions (FAQ)
Q: What are the key properties of PFA plastic?
A: PFA (Perfluoroalkoxy) plastic is a high-performance fluoropolymer with outstanding chemical and mechanical properties. Its key properties include high chemical resistance, excellent dielectric strength, and the ability to withstand high temperatures. PFA is also known for its purity, making it ideal for demanding applications in various industries.
Q: How does PFA compare to PTFE regarding properties and applications?
A: PFA and PTFE share similar properties, such as chemical inertness and high-temperature resistance. However, PFA is more flexible than PTFE and offers better clarity. PFA also has a lower melting point, making it easier to process. These differences make PFA suitable for applications that require more flexibility or transparency, while PTFE is often preferred for its higher maximum service temperature.
Q: What are some common uses of PFA plastic in industry?
A: PFA is widely used in various industries due to its exceptional properties. Typical applications include chemical processing equipment, semiconductor manufacturing, heat exchangers, and pump components. PFA is also commonly used to produce high-purity tubing, fittings, and linings for tanks and reactors. Its chemical resistance and purity are ideal for pharmaceutical and food processing industries.
Q: Why is PFA plastic used in laboratory equipment?
A: PFA plastic is used in laboratory equipment due to its high purity, chemical inertness, and excellent resistance to various chemicals. These properties make it suitable for handling aggressive chemicals and sensitive samples without contamination. PFA products such as beakers, bottles, and tubing are widely used in analytical and research laboratories where material purity is critical.
Q: How does PFA perform in high-temperature applications?
A: PFA offers excellent performance in high-temperature applications. It can withstand continuous operating temperatures up to 260°C (500°F) and short-term exposure to even higher temperatures. This high-temperature resistance, combined with its chemical inertness, makes PFA ideal for heat exchangers, chemical reactors, and other equipment exposed to extreme thermal conditions.
Q: What advantages does PFA offer in terms of chemical resistance?
A: PFA offers outstanding chemical resistance, making it suitable for various aggressive chemicals. It resists almost all chemicals, including strong acids, bases, and solvents. This high chemical resistance, combined with its low permeability, makes PFA an ideal choice for applications in the chemical processing industry, where it is used for lining tanks, pipes, and valves to protect against corrosive substances.
Q: How does the flexibility of PFA plastic benefit its applications?
A: PFA is a flexible fluoropolymer used in applications requiring chemical resistance and flexibility. Its flexibility allows for easier installation and maintenance of tubing and hoses, particularly in tight spaces or complex systems. This property also makes PFA suitable for repeated flexing or movement applications, such as pump diaphragms or flexible connectors in chemical transfer systems.
Q: What are the electrical properties of PFA, and how are they utilized?
A: PFA has excellent dielectric properties, including high dielectric strength and low dissipation factor. These electrical properties make it an ideal material for insulation in high-frequency and high-voltage applications. PFA is commonly used to produce wire and cable insulation, particularly in demanding environments requiring electrical performance and chemical resistance, such as aerospace and telecommunications industries.