In February 2026, David, a purchasing manager at a film converter in Ohio, approved an order for 20 tons of “recycled polyethylene pellets” at $540 per ton. The price looked good. The material arrived on time. Then his blown film line produced stiff, brittle film that tore at the winder, and his customer rejected the entire first run.
The pellets were not defective. They were rHDPE, and his line needed rLDPE.
Both quotes said “recycled polyethylene.” Both came from reputable suppliers. But rHDPE vs rLDPE is not a minor spec difference. It is the difference between a rigid resin built for pipes and crates and a flexible resin built for film and bags. If you source recycled polyethylene, you have probably faced the same two quotes and wondered which grade your process actually needs.
This guide gives you the answer. You will get a side-by-side spec comparison, typical applications for each grade, the quality control checks that protect your production line, and practical guidance on blending the two resins. We supply both grades, so we see exactly where each one performs and where it fails.
Want to skip the reading and get a recommendation? Send us your application details and our materials team will match the right recycled polyethylene grade to your process within 24 hours.
What Is the Difference Between rHDPE and rLDPE Pellets?

rHDPE pellets are recycled high-density polyethylene made from rigid post-consumer containers like milk jugs and detergent bottles. rLDPE pellets are recycled low-density polyethylene made from flexible films like retail bags and industrial wrap. rHDPE delivers stiffness, tensile strength, and chemical resistance. rLDPE delivers flexibility, stretch, and sealing performance.
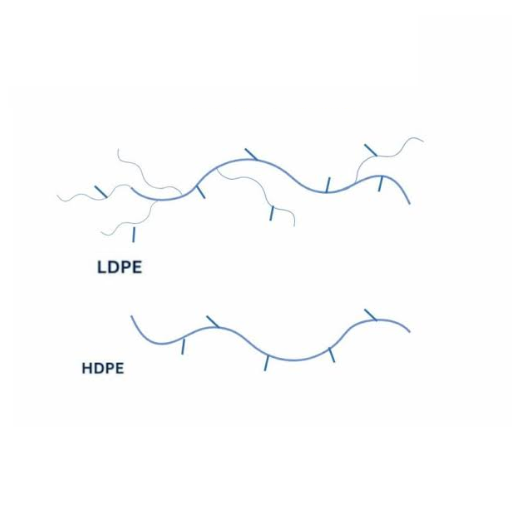
That difference starts at the molecular level. HDPE has a mostly linear polymer structure, which lets chains pack tightly and crystallize. LDPE has branched chains that cannot pack as closely, so the material stays softer and more flexible. Recycling does not change this structure. It only shortens the chains slightly, which is why both recycled grades typically run about 10% below their virgin counterparts on tensile and impact properties.
Here is how the two grades compare on the specs that matter to buyers:
| Property | rHDPE Pellets | rLDPE Pellets |
|---|---|---|
| Source feedstock | Milk jugs, detergent bottles, drums, caps | Retail bags, stretch film, shrink wrap, agricultural film |
| Density | 0.93–0.98 g/cm³ | 0.91–0.94 g/cm³ |
| Melt flow index (190°C/5 kg) | 0.2–20 g/10min (process-dependent) | 0.2–2 g/10min typical for film grades |
| Tensile strength | ≥16–20 MPa | ≥10 MPa |
| Melting point | ~130–135°C | ~105–115°C |
| Stiffness | Rigid, load-bearing | Soft, flexible |
| Clarity | Opaque | Moderate clarity possible in natural grades |
| Common processes | Pipe extrusion, blow molding, injection molding | Blown film, cast film, extrusion coating |
| Typical applications | Pipes, non-food bottles, crates, pallets, lumber | Trash bags, liner bags, agricultural film, mailers |
Always confirm these values on the certificate of analysis for your specific lot. Recycled resins vary by feedstock and producer, and the COA is the only document that tells you what is actually in the bag. That table settles the recycled HDPE vs recycled LDPE question on paper; the next two sections show what it means on your production line.
rHDPE Pellets: Properties, Grades, and Applications
rHDPE comes from the rigid container stream, the first divider in any rHDPE vs rLDPE pellets evaluation. Bottles and drums are collected, sorted by near-infrared optical systems, washed, ground into flakes, and re-extruded through melt filters into pellets. For a deeper look at feedstock, grades, and pricing, see our complete rHDPE sourcing guide.
Typical Specifications
- Density: 0.93–0.98 g/cm³
- Tensile strength: ≥16–20 MPa in standard grades
- Melting point: ~130–135°C
- MFI: 0.2–0.5 g/10min for blow molding and pipe, 5–20 g/10min for injection molding
- Color: Natural (premium), gray, or black (industrial)
Well-processed rHDPE retains 90–95% of virgin HDPE mechanical properties. Research on recycled HDPE confirms it keeps useful tensile and impact performance after reprocessing, provided contamination stays low .
Where rHDPE Performs Best
Choose rHDPE when your part must carry load, resist impact, or hold shape under stress:
- Pipe extrusion: Non-pressure drainage and conduit pipe
- Blow molding: Non-food bottles, jerry cans, drums
- Injection molding: Crates, bins, pallets, buckets, caps
- Profiles and lumber: Decking boards, outdoor furniture, fencing
The global rHDPE market now exceeds $5.7 billion, driven largely by packaging brands meeting recycled-content mandates. That demand keeps natural grades tight and rewards buyers who can use gray or black material.
rLDPE Pellets: Properties, Grades, and Applications

rLDPE comes from the film stream, which makes its recycling harder. Thin films carry dirt, adhesives, and printing inks, and they behave badly on standard wash lines. A quality rLDPE producer needs aggressive washing, density separation, and fine melt filtration to deliver clean pellets. Industry coverage of LDPE recycling and its advantages explains why film-grade recovery has become a priority for recyclers.
Typical Specifications
- Density: 0.91–0.94 g/cm³
- Tensile strength: ≥10 MPa in standard film grades
- Melting point: ~105–115°C
- MFI: 0.2–2 g/10min for blown film; higher for extrusion coating
- Color: Natural/translucent (premium), gray, or black
Because film feedstock varies, rLDPE properties depend heavily on the recycler’s wash and filtration line. Ask your supplier how many filtration stages their pellets pass through.
Where rLDPE Performs Best
Choose rLDPE when your product needs flexibility, stretch, or heat-seal performance:
- Blown film: Trash bags, can liners, shopping bags
- Agricultural film: Mulch film, greenhouse covers, silage wrap
- Flexible packaging: Poly mailers, bubble wrap, shipping envelopes
- Extrusion coating: Moisture barriers and laminates
One note on clarity: natural rLDPE from clean industrial film scrap can run surprisingly clear. Post-consumer retail film yields hazy or tinted pellets that suit garbage bags and dark film where appearance does not matter.
rHDPE vs rLDPE Quality Control: What to Check Before You Buy

Recycled polyethylene fails in production for one reason more than any other: contamination. The failure modes differ by grade, so your QC checklist should too.
rHDPE Contamination Risks
The main contaminant in rHDPE is rigid polypropylene. Bottle caps and closures are PP, and imperfect sorting lets them into the HDPE stream. Even 2–3% PP changes rheology and can delaminate in thin sections. Ask your supplier how they verify PP content. Differential scanning calorimetry (DSC) is the standard method, and serious producers run it on every lot. Also watch for residual contents. Detergent and oil containers can carry traces that cause odor or gels.
Consider what happened to a pipe extruder in Gujarat last year. The plant accepted a low-priced rHDPE lot without a COA. The material contained roughly 4% PP, and melt pressure started fluctuating within the first hour. They scrapped 12 tons of off-spec pipe before tracing the problem to the resin. A five-minute COA review would have caught the missing DSC data.
rLDPE Contamination Risks
rLDPE fights a different battle. Films pick up soil, sand, label adhesives, and printing inks. Poor washing leaves specks that show up as gels and fish-eyes in blown film, which is the number one complaint from film converters. Thin-film feedstock also carries more moisture, so confirm the pellets were dried below 0.1% before bagging.
Food-Contact and Regulatory Notes
If your end product touches food, neither grade qualifies by default. Food-contact rHDPE requires a validated recycling process and regulatory clearance, such as an FDA no-objection letter or EFSA approval in Europe. Only a handful of recyclers hold these clearances, and their material carries a price premium. rLDPE for direct food contact is rarer still. For non-food packaging, industrial parts, and construction products, standard post-consumer grades meet requirements without certification overhead. State your regulatory needs in the RFQ so your supplier quotes the right grade from the start.
COA Requirements for Both Grades
Batch consistency separates reliable suppliers from risky ones, so require these values on every lot’s certificate of analysis:
- Melt flow index and test conditions
- Density
- Ash content (target below 0.5% for film, below 1% for molding)
- Moisture content
- Tensile strength and elongation
- Contamination or filter-pressure value
- Color and odor notes
Buying recycled polyethylene without a COA is gambling with your production schedule. Send us your spec requirements and we will provide full COA documentation and pre-shipment samples for both rHDPE and rLDPE grades.
Can You Blend rHDPE and rLDPE?
Yes, and many manufacturers do. A well-designed rHDPE rLDPE blend lets you tune stiffness, flexibility, and cost between the two grades. Studies on recycled polyethylene blends report tensile stress improvements of 14–25% over either resin used alone, because the linear HDPE chains reinforce the flexible LDPE matrix.
Practical blending guidance:
- Trash bags and liners: 70–80% rLDPE with 20–30% rHDPE adds puncture strength without losing sealability
- Stiffer film: 50/50 blends raise stiffness for bags that must stand open
- Molding applications: Small rLDPE additions (10–20%) can improve impact strength in rHDPE parts
Keep the streams pure when your application is spec-driven. Food-contact products, pressure pipe, and parts with certified mechanical requirements need single-grade material with full traceability. For the recycling-stream side of this question, our guide on whether HDPE and LDPE can be recycled together explains why separation matters upstream.
A packaging producer we work with in Vietnam shifted their trash bag formula from 100% virgin LDPE to a 75/25 rLDPE/rHDPE blend in early 2026. Tensile strength at break went up about 20%, material cost dropped by roughly a third, and their film line ran cleaner after they standardized on one pellet supplier for both grades.
rHDPE vs rLDPE: How to Choose for Your Process
If you have read this far, the rHDPE vs rLDPE decision framework is straightforward: match the resin to what your finished product must do.
Choose rHDPE pellets when you need:
- Rigidity and load-bearing capacity (crates, pallets, bins)
- Chemical resistance for containers and drums
- Higher service temperature, since rHDPE melts ~20°C above rLDPE
- Pipe, profile, or lumber extrusion
Choose rLDPE pellets when you need:
- Flexibility and stretch (film, bags, wrap)
- Heat-seal performance for packaging
- Lower processing temperatures and faster line speeds on film equipment
- Puncture resistance in thin gauges
On cost, the two grades often trade within $50–100 per ton of each other, with natural rHDPE usually commanding the premium. Both grades cut carbon footprint dramatically versus virgin polyethylene, at roughly 0.61–0.63 tons of CO₂ equivalent per ton of recycled resin.
If you are still comparing recycled versus virgin resin economics overall, our virgin HDPE vs LDPE comparison and recycled plastic pellets guide cover the broader picture. Buyers focused on film feedstock can also review our LDPE pellets overview for grade-by-grade detail.
Conclusion: Match the Recycled Grade to the Job
David’s rejected film run came down to a five-word misunderstanding: “recycled polyethylene” is not one material. The rHDPE vs rLDPE decision determines whether your line produces rigid, load-bearing parts or flexible, sealable film. Get it right and recycled resin cuts your material costs by 20–50% with no sacrifice in product performance.
Key takeaways:
- rHDPE (0.93–0.98 g/cm³, ≥16–20 MPa tensile) suits rigid applications: pipe, blow-molded containers, crates, pallets, and lumber.
- rLDPE (≥10 MPa tensile, melt ~105–115°C) suits flexible applications: blown film, trash bags, agricultural film, and mailers.
- Contamination risks differ by grade. Watch for rigid PP in rHDPE and film-borne dirt, adhesives, and inks in rLDPE.
- Always require a COA with MFI, density, ash, moisture, and contamination data before accepting a lot.
- Blending works. A 70–80% rLDPE / 20–30% rHDPE mix can raise tensile strength 14–25% for bag and film applications.
We stock both rHDPE and rLDPE pellets in natural, gray, and black grades, with full COA documentation on every lot and pre-shipment samples on request. Request a quote for your volume and our materials team will respond within 24 hours with specs, pricing, and a grade recommendation matched to your process. To learn more about HDPE Pellets, please click to refer to our accompanying guide: HDPE Pellets: Complete Procurement and Application Guide for Manufacturers