In March 2026, a procurement manager at a mid-sized injection molding company in Guangdong approved a 40-ton order of recycled HDPE pellets at $920 per ton. The price was 35% below virgin resin, and the supplier promised “automotive-grade quality.” Three weeks later, the first production run ground to a halt. Moisture content in the pellets had climbed to 0.12%, well above the 0.05% threshold for consistent extrusion. The batch variation in melt flow index (MFI) ranged from 18 to 31 g/10min. Defect rates hit 14%. The $12,000 savings evaporated into $28,000 of scrapped parts, downtime, and expedited virgin resin orders.
This scenario plays out more often than most suppliers admit. Recycled plastic pellets can deliver significant cost savings and help manufacturers meet sustainability mandates. However, success depends on understanding what separates reliable recycled resin from problematic feedstock. Procurement teams need clear specifications, verifiable quality data, and supplier evaluation frameworks that go beyond price-per-ton quotes.
This guide delivers exactly that. You will learn how recycled plastic pellets are produced, how they compare to virgin alternatives across cost and performance, which material types suit specific applications, and what certifications and testing standards to demand from your supplier. We also include 2026 price benchmarks and a practical supplier evaluation checklist you can use on your next sourcing project.
Need help matching the right recycled or virgin resin to your application? Contact our engineering team for material specifications, technical data sheets, and tailored recommendations based on your processing requirements.
What Are Recycled Plastic Pellets?

Recycled plastic pellets are small, uniform cylinders or discs of thermoplastic material produced by mechanically reprocessing post-consumer or post-industrial plastic waste. The process involves collecting used plastics, sorting by polymer type, washing to remove contaminants, shredding into flakes, melting through extrusion, and cutting the cooled strand into standardized pellets. These pellets serve as direct manufacturing feedstock for injection molding, extrusion, blow molding, and thermoforming processes.
The feedstock source matters significantly. Post-consumer recycled (PCR) plastic comes from products that have completed their useful life, such as water bottles, milk jugs, and packaging film. Post-industrial recycled (PIR) plastic originates from manufacturing scrap, off-spec parts, and trim waste that never reached the consumer. PIR material typically offers more consistent polymer composition and lower contamination levels because the source is controlled. PCR material supports stronger sustainability claims but requires more rigorous sorting and cleaning to achieve usable quality.
How Recycled Plastic Pellets Are Made
The mechanical recycling process follows six distinct stages. First, collection and sorting separates plastics by resin identification code and color. Advanced facilities use near-infrared (NIR) spectroscopy and density flotation tanks to achieve 95%+ purity. Second, washing removes labels, adhesives, and organic residues. Third, shredding reduces clean plastic into flakes roughly 10-20mm in size. Fourth, extrusion melts the flakes through a heated screw barrel, filters the molten polymer through mesh screens (typically 80-400 mesh), and forms a continuous strand. Fifth, cooling solidifies the strand in a water bath. Sixth, pelletizing cuts the strand into uniform cylinders, usually 2-5mm in length.
Quality control at each stage determines whether the final product performs reliably in production. Facilities that skip fine filtration or rush the washing stage produce pellets with elevated contamination, gels, or odor issues. These defects do not always show up in basic specification sheets, which is why incoming quality verification matters.
Common Types of Recycled Plastic Pellets
The most widely available recycled pellet types mirror the most commonly consumed virgin polymers. rPET (recycled polyethylene terephthalate) dominates the market due to massive feedstock availability from beverage bottles. rHDPE (recycled high-density polyethylene) follows closely, sourced from milk jugs, detergent bottles, and pipe scrap. rPP (recycled polypropylene) comes from bottle caps, automotive parts, and packaging trays. Specialty recyclers also produce rABS, rPC, and rPA66, though volumes are smaller and prices higher due to limited feedstock streams.
Each type carries distinct mechanical properties, processing requirements, and application limits. The sections below break these down in detail.
Virgin vs Recycled Plastic Pellets: Key Differences
Manufacturers evaluating a switch from virgin to recycled resin typically weigh three factors: cost, performance, and environmental impact. The comparison is not always straightforward, and the right choice depends on your specific application, quality tolerance, and regulatory requirements.
Cost Comparison
Recycled plastic pellets generally cost 20-50% less than virgin resin equivalents. In mid-2026, generic non-food-grade rHDPE pellets traded between $800 and $1,100 per ton, while virgin HDPE ranged from $1,200 to $1,600 per ton depending on grade and region. rPET pellets for non-food applications sold at $800-1,200 per ton compared to virgin PET at $1,100-1,500 per ton.
However, cost savings shrink or disappear entirely in certain categories. Food-grade recycled pellets command a 100-200% premium over non-food grades due to the intensive decontamination and challenge testing required. Specialty recycled engineering resins such as rPC or rPA66 often track closer to virgin pricing because feedstock is scarce and reprocessing is complex.
Price stability represents another underappreciated advantage. Virgin resin pricing tracks crude oil and naphtha markets, creating significant volatility. Recycled pellet pricing depends more on regional collection rates, sorting capacity, and brand demand for sustainable content. This decoupling from oil markets gives procurement teams more predictable budgets across quarters.
Performance Differences
Recycled pellets can match virgin resin performance in many applications, but not all. The key variables are molecular weight degradation, contamination levels, and color consistency.
Mechanical recycling involves heat and shear stress that can break polymer chains. Each heat history cycle reduces molecular weight slightly, which affects melt viscosity and mechanical strength. First-generation recycled pellets (one prior heat history) typically retain 85-95% of virgin tensile strength. Second-generation material may drop to 75-85%. For undemanding applications such as drainage pipe, pallets, or non-structural packaging, this difference is irrelevant. For load-bearing automotive components or high-pressure vessels, virgin or blended formulations are safer choices.
Color consistency presents a more common production challenge. Recycled pellets absorb dyes and pigments from their previous life. Mixed-color feedstock produces gray or black pellets with batch-to-batch variation. Even sorted-by-color feedstock carries slight tonal shifts. Manufacturers producing visible consumer goods often need to use darker masterbatch formulations or limit recycled content to internal components.
Environmental Impact
The sustainability case for recycled pellets is strong and well-documented. According to life cycle assessment data from the Association of Plastic Recyclers (APR), mechanically recycled plastics produce 58-79% lower CO2 emissions compared to virgin resin production. Energy consumption drops by 30-88% depending on polymer type. Water usage falls by roughly 50%.
These numbers matter beyond corporate sustainability reports. The EU Packaging and Packaging Waste Regulation (PPWR) mandates minimum recycled content in packaging by 2030. Major brands including Coca-Cola, Unilever, and IKEA have committed to 25-50% recycled content targets across product lines. Manufacturers that cannot source certified recycled pellets risk losing contracts with sustainability-focused customers.
When Marcus, a sourcing director at an automotive Tier 1 supplier, faced an OEM mandate for 30% recycled content in interior trim by 2027, his first call was not to the cheapest rPP broker he could find. He contacted three certified recyclers, requested COAs for five consecutive lots, and ran trial batches through his injection molding lines before committing. The upfront diligence added three weeks to his timeline. It also prevented the kind of batch inconsistency that had cost a competitor $40,000 in rejected parts six months earlier.
Recycled Plastic Pellets by Material Type

Selecting the right recycled pellet type starts with understanding the properties and limitations of each major polymer. Below is a practical breakdown for procurement and engineering teams.
rPET Pellets
Recycled polyethylene terephthalate dominates the recycled pellet market due to massive feedstock availability from beverage bottles. Global collection infrastructure for PET bottles is well-developed, particularly in Europe, North America, and East Asia.
Properties: rPET retains good clarity when sourced from clear bottle feedstock, though slight yellowing is common. Tensile strength typically reaches 50-60 MPa, close to virgin PET. Intrinsic viscosity (IV), a critical measure for bottle and fiber applications, ranges from 0.70-0.84 dl/g depending on reprocessing conditions. Lower IV material suits sheet and strapping applications. Higher IV material works for bottle-to-bottle recycling and textile fiber.
Applications: Non-food packaging trays, textile fibers (polyester fill, fleece), strapping, sheet extrusion, and, with super-clean certification, new beverage bottles.
Price Range (2026): $800-1,200 per ton for standard grades. Food-grade super-clean rPET commands $1,600-2,400 per ton.
Sourcing Notes: Verify IV consistency across lots. For sheet applications, moisture content must stay below 0.02% to prevent hydrolytic degradation during extrusion. Request a 90-day IV stability report if you plan to warehouse material.
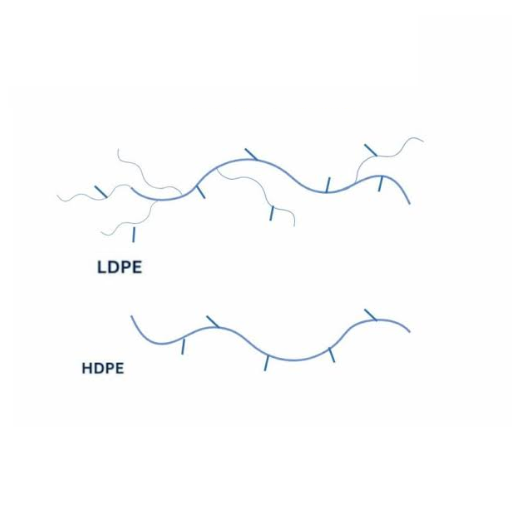
rHDPE Pellets
Recycled high-density polyethylene offers excellent chemical resistance, stiffness, and impact strength. Feedstock comes from milk jugs, detergent bottles, pipe scrap, and crate waste.
Properties: rHDPE density typically falls between 0.94-0.97 g/cm3. Melt flow index ranges from 0.2-30 g/10min depending on source material and reprocessing conditions. Milk jug-derived rHDPE tends toward lower MFI (higher molecular weight), which suits blow molding and pipe applications. Detergent bottle feedstock yields higher MFI material better for injection molding.
Applications: Drainage and corrugated pipe, decking and fencing, non-food bottles and containers, crates, pallets, and geomembranes.
Price Range (2026): $800-1,100 per ton for non-food grades. Food-grade rHDPE for milk bottles or food containers ranges from $1,800-2,200 per ton.
Sourcing Notes: Odor is the most common complaint with rHDPE. Residual fragrances or cleaning chemicals from detergent bottles can persist through reprocessing. Ask suppliers about their deodorization process and request an odor panel test if your application is sensitive. Color contamination from mixed feedstock can also produce off-spec appearance.
rPP Pellets
Recycled polypropylene comes from bottle caps, automotive bumpers, battery cases, and packaging trays. Demand for rPP is growing rapidly in automotive and consumer goods as brands seek to replace virgin PP.
Properties: rPP offers good chemical resistance and a melting point around 160-170C. Tensile strength ranges from 25-35 MPa. Impact resistance varies widely depending on whether the feedstock was homopolymer or copolymer PP. Automotive bumper feedstock often contains ethylene-propylene rubber modifiers that improve impact properties.
Applications: Automotive interior and under-hood components, storage bins, garden furniture, non-food packaging, and woven sacks.
Price Range (2026): $900-1,300 per ton.
Sourcing Notes: rPP feedstock is highly heterogeneous. A single lot may contain homopolymer, copolymer, and talc-filled material. Request detailed compositional analysis and MFI range documentation. For automotive applications, verify that odor and emission levels meet OEM specifications.
Specialty Recycled Pellets
rABS (recycled acrylonitrile butadiene styrene): Sourced from electronics housings, appliance parts, and automotive trim. Retains good dimensional stability and surface finish. Limited by color mixing (black and gray dominate) and butadiene degradation during reprocessing. Price: $1,200-1,800 per ton.
rPC (recycled polycarbonate): Sourced from water bottles, eyewear, and electronics. Retains high impact strength and transparency when sourced from clear feedstock. Susceptible to moisture absorption and yellowing. Price: $2,000-3,000 per ton.
rPA66 (recycled polyamide 66): Sourced from automotive and industrial applications. Retains excellent heat resistance but requires thorough drying before processing. Limited availability drives prices close to virgin material. Price: $3,500-5,000 per ton.
Sourcing Recycled Plastic Pellets: What Buyers Need to Know
Procurement teams often treat recycled pellets as a commodity purchase. That approach leads to the kind of batch inconsistency problems that shut down production lines. Effective sourcing requires a structured evaluation framework that goes beyond unit price.
Price Benchmarks and Market Trends
The table below summarizes typical 2026 price ranges for major recycled pellet categories. Prices vary by region, order volume, and certification level.
|
Pellet Type |
Non-Food Grade ($/ton) |
Food-Grade ($/ton) |
Virgin Equivalent ($/ton) |
|---|---|---|---|
|
rPET |
$800-1,200 |
$1,600-2,400 |
$1,100-1,500 |
|
rHDPE |
$800-1,100 |
$1,800-2,200 |
$1,200-1,600 |
|
rPP |
$900-1,300 |
N/A (limited) |
$1,100-1,500 |
|
rABS |
$1,200-1,800 |
N/A |
$1,800-2,400 |
|
rPC |
$2,000-3,000 |
N/A |
$2,800-3,600 |
Prices fluctuate based on feedstock availability, energy costs at recycling facilities, and demand surges from brand sustainability commitments. The gap between recycled and virgin pricing typically widens when oil prices rise and narrows when virgin resin production costs drop.
Certifications and Compliance
Certified recycled pellets carry documentation that verifies material origin, reprocessing standards, and compliance with regional regulations. The most common certifications include:
- ISO 14021: Self-declared environmental claims, commonly used for recycled content percentages.
- EuCertPlast / RecyClass: European certification for traceability and process standards in plastic recycling.
- FDA Food-Contact: For rPET and rHDPE used in food packaging in the United States. Requires challenge testing and no-objection letters for the specific recycling process.
- EFSA Compliance: European equivalent for food-contact recycled plastics, with strict decontamination process validation.
- REACH: Ensures that recycled pellets do not contain restricted substances above threshold limits in the EU market.
- EU PPWR: The Packaging and Packaging Waste Regulation mandates minimum recycled content percentages in packaging, driving demand for certified material.
Always request chain-of-custody documentation that traces pellets back to their original waste stream. This documentation protects your company if customers or regulators audit your sustainability claims.
Supplier Evaluation Checklist
Use this framework when vetting a new recycled pellet supplier:
- Lot consistency data: Request MFI, density, moisture content, and ash content data for the last 10 lots. Calculate the coefficient of variation. Values below 5% indicate good process control.
- Contamination specs: Ask for maximum particle size and count of foreign material. Specify your tolerance based on your filtration and processing equipment.
- Color tolerance: Define Delta E limits if appearance matters. Request colorimeter data from three separate lots.
- Certification documentation: Verify that certificates are current and issued by accredited bodies.
- Traceability system: Confirm that the supplier can trace each lot back to feedstock source and reprocessing date.
- Technical support: Evaluate whether the supplier provides processing guidance, troubleshooting support, and custom blending services.
- Delivery reliability: Check on-time delivery rates and safety stock commitments. Recycled supply can be more volatile than virgin resin.
- Financial stability: Assess whether the supplier has the capital to maintain operations through feedstock price spikes.
Ready to source recycled plastic pellets for your next production run? Request a quote from our team with your material specifications, volume requirements, and delivery timeline. We provide COAs for every lot and maintain strict batch-to-batch consistency.
Applications of Recycled Plastic Pellets

Recycled pellets serve a growing range of industrial applications. The key is matching the right pellet type and grade to the performance requirements of the end product.
Injection Molding
Injection molding is the largest consumer of recycled pellets by volume. However, processing recycled material requires adjustments compared to virgin resin.
Drying requirements: rPET and rPA66 are hygroscopic and must be dried to 0.02% moisture or lower before processing. Standard desiccant dryers running at 120-150C for 4-6 hours typically suffice. rHDPE and rPP are less moisture-sensitive but still benefit from pre-drying if stored in humid conditions.
MFI tolerance: Set your MFI acceptance range at +/- 10% of your process setpoint. Wider variation requires barrel temperature and injection pressure adjustments between lots, which reduces efficiency and increases defect risk.
Mold design: Recycled material with lower molecular weight may exhibit slightly higher shrinkage. Adjust mold dimensions or packing pressure accordingly. Venting should be robust to handle any residual volatiles.
Defect prevention: Gels, unmelted contaminants, and black specks are the most common recycled-material defects. Use finer mesh filters (150-250 mesh) and consider melt filtration systems for critical applications.
Packaging
Packaging represents the fastest-growing application for recycled pellets, driven by brand sustainability commitments and regulatory mandates. rPET dominates beverage bottles, thermoformed trays, and clamshell packaging. rHDPE serves non-food bottles, caps, and shipping containers. rPP appears in caps, closures, and non-food trays.
Food-contact packaging requires food-grade certified material with full traceability and decontamination validation. Non-food packaging offers more flexibility and cost savings.
Automotive
Automotive OEMs increasingly specify recycled content for interior trim, under-hood components, and acoustic panels. rPP from bumper feedstock is particularly popular due to its rubber-modified impact properties. rABS serves center console trim and dashboard components where surface finish requirements are moderate.
The critical requirement for automotive applications is consistent odor and emission performance. VW, BMW, and other OEMs maintain strict VOC and fogging standards. Recycled material must pass headspace GC-MS testing before approval.
Construction
Construction applications are among the most forgiving for recycled material. rHDPE pipe meets ASTM standards for drainage and corrugated sewer pipe. rPP and rHDPE decking and fencing products accept wider color and property variation. These applications value durability and cost over aesthetic perfection.
When the team at Acme Packaging in Zhejiang switched their non-food tray line from virgin PP to 80% rPP blended with 20% virgin material, they expected cost savings. What they did not expect was a 12% reduction in customer complaints about tray warping during shipping. The rPP lot they sourced had a slightly broader molecular weight distribution than their virgin baseline. This improved melt strength during thermoforming, producing more dimensionally stable trays at lower processing temperatures. The sustainability benefit was welcome. The quality improvement was the reason they expanded rPP use to three additional product lines.
Quality Control and Testing Standards
Quality verification is where most recycled pellet sourcing strategies succeed or fail. Certificates of analysis (COAs) are essential, but not all COAs cover the parameters that matter for your process.
Critical Test Parameters
Melt Flow Index (MFI): Measures how easily the polymer flows when melted. Test per ISO 1133 or ASTM D1238 at the standard temperature and load for your polymer type. MFI tolerance should be within +/- 10% lot-to-lot for consistent processing without machine adjustments.
Moisture Content: Hygroscopic polymers such as rPET, rPA66, and rPC absorb moisture during storage and transport. Test using Karl Fischer titration or gravimetric loss-on-drying. Maximum acceptable moisture depends on the process: 0.05% for extrusion, 0.02% for injection molding of hygroscopic materials.
Bulk Density: Indicates pellet uniformity and packing efficiency. Low bulk density suggests excessive fines, angel hair, or irregular pellet shape. These cause bridging in hopper systems and uneven feeding.
Ash Content: Measures inorganic residue (fillers, catalyst residue, dirt) after burning the polymer. High ash content indicates inadequate washing or excessive filler from mixed feedstock.
Visual Inspection: Examine a representative sample under good lighting for color variation, black specks, gels, contamination, and pellet shape consistency. Document with photographs for supplier feedback.
Certificate of Analysis (COA) Review
When reviewing a supplier COA, verify the following:
- Test methods are named and appropriate for the polymer type
- Test dates are within 30 days of shipment
- Results fall within your approved specification range
- The COA is signed or stamped by a responsible quality officer
- Lot numbers on the COA match the physical packaging labels
Request retained samples from the supplier for side-by-side comparison if you encounter processing issues.
Incoming QC Protocol
Establish an incoming inspection routine for every recycled pellet delivery:
- Visually inspect five random bags from different positions in the shipment
- Run MFI and moisture tests on a composite sample
- Compare results against your specification sheet and the supplier COA
- Quarantine the lot if any parameter falls outside tolerance
- Document results in a shared database to track supplier performance over time
Suppliers with consistent performance earn reduced inspection frequency. New or problematic suppliers warrant 100% incoming inspection until they prove reliability.
Food-Grade and Specialty Recycled Pellets

Food-grade recycled pellets represent the most rigorously regulated and highest-priced segment of the recycled market. The requirements go far beyond standard quality testing.
FDA Food-Contact Requirements (United States)
The U. S. Food and Drug Administration regulates recycled plastics for food contact under 21 CFR. Recycled PET and HDPE intended for food packaging must undergo challenge testing that demonstrates the recycling process can remove potential contaminants to safe levels.
The standard approach involves:
- Contaminant loading: Deliberately spiking feedstock with a suite of surrogate contaminants representing chemicals that might be present in post-consumer waste
- Recycling process: Running the spiked material through the commercial recycling process
- Testing: Measuring residual contaminant levels in the finished pellets
- Validation: Demonstrating that contaminant concentrations fall below FDA threshold values
Only recycling processes that pass challenge testing receive FDA no-objection letters. Request a copy of the no-objection letter and confirm that your intended application falls within its scope.
EFSA Compliance (European Union)
The European Food Safety Authority (EFSA) maintains equally strict standards. EFSA requires detailed documentation of the recycling process, input material characterization, decontamination efficiency, and quality control procedures. Recyclers must submit scientific opinions for approval before food-contact claims are valid.
Decontamination Processes
Food-grade recycled pellets require advanced decontamination beyond standard mechanical recycling. Common techniques include:
- Super-clean mechanical recycling: Extended high-vacuum drying at elevated temperatures to volatilize residual contaminants
- Chemical recycling / depolymerization: Breaking polymer chains into monomers, purifying, and re-polymerizing. This produces food-grade material but at significantly higher cost and energy input
- Multi-stage washing and extraction: Using solvents or supercritical CO2 to extract contaminants from flake before extrusion
These processes add $800-1,500 per ton to the finished material cost. However, they enable closed-loop recycling for beverage bottles and food trays, which supports powerful brand sustainability narratives.
Traceability Systems
Food-grade recycled material requires robust traceability from waste collection through finished pellet. Chain-of-custody certification schemes such as EuCertPlast and RecyClass verify that:
- Input material comes from approved waste streams
- Reprocessing meets defined standards
- Output pellets are segregated from non-food material
- Documentation is maintained for audit
Manufacturers using food-grade recycled pellets should maintain their own traceability records linking incoming lots to finished products, in case of customer or regulatory inquiry.
Conclusion
Recycled plastic pellets offer manufacturers a practical path to cost reduction, regulatory compliance, and sustainability targets. The global market reached $13.9 billion in 2026, and demand continues to accelerate as the EU PPWR timeline advances and brand commitments mature.
However, the benefits do not materialize automatically. Success with recycled plastic pellets depends on three pillars:
- Specification discipline: Define your MFI, moisture, color, and contamination tolerances before contacting suppliers. Do not accept generic “industrial grade” descriptions.
- Supplier verification: Use the evaluation checklist in this guide. Demand COAs, lot consistency data, and certification documentation. Trial small lots before committing to volume orders.
- Incoming quality control: Test every delivery against your specifications. Track supplier performance over time and adjust your approved vendor list based on data, not price alone.
The manufacturers who treat recycled pellets as a strategic material choice rather than a simple cost-cutting measure are the ones who capture the full value: lower material costs, stronger sustainability credentials, and supply chain resilience decoupled from oil market volatility.
Whether you need rPET for packaging, rHDPE for pipe extrusion, or a custom blend for automotive components, our engineering team can help you specify, source, and validate the right recycled plastic pellets for your application. Contact us today for technical data sheets, sample requests, and competitive quotations tailored to your volume and delivery requirements.