A mid-sized automotive supplier in Detroit spent $420,000 on a pelletizing line in 2024. Within eight months, they mothballed it. The problem was not the equipment. It was the gap between what their team thought they knew about how to make recycled plastic pellets and what the process actually demands at commercial scale. Contamination rates, moisture control, and melt filtration issues destroyed their projections. That 18-month payback became a capital loss.
You have probably seen the headlines. The global recycled plastic pellets market reached $13.9 billion in 2026. Brand owners are locking in post-consumer recycled content commitments. EU regulations now mandate minimum recycled percentages in packaging. That creates real pressure. Understanding pellet production is no longer optional for competitive manufacturers. For a broader view of sourcing, pricing, and applications, see our complete guide to recycled plastic pellets.
This guide delivers a complete technical walkthrough of the plastic pelletizing process, from waste collection to finished product. You will learn what equipment you actually need, where quality control matters most, and how to decide whether in-house pelletizing or sourcing from a reliable supplier is the smarter path for your operation.
Here is what we will cover:
- The core pelletizing workflow from waste collection to finished product
- Equipment types, costs, and realistic ROI timelines
- Material-specific process parameters for common polymers
- Quality checkpoints that separate usable pellets from scrap
- A candid make-vs-buy framework for your business
How to Make Recycled Plastic Pellets in 7 Steps

- Collection and sorting — Separate plastic waste by polymer type, color, and contamination level.
- Size reduction — Shred or crush sorted plastic into uniform 8-12 mm flakes.
- Washing and decontamination — Remove labels, adhesives, oils, and chemical residues.
- Drying — Reduce moisture below 1% (and far lower for hygroscopic polymers like PET).
- Extrusion and filtration — Melt flakes, remove volatiles, and filter contaminants through screen packs.
- Pelletizing — Cut molten plastic into uniform pellets using strand, water-ring, or underwater methods.
- Cooling, drying, and quality assurance — Screen pellets, verify MFI and moisture, and package for shipment.
What Is the Plastic Pelletizing Process and Why Does It Matter?
Plastic pelletizing is the process of converting plastic waste into uniform, cylindrical particles typically 3 to 5 mm in diameter. These pellets feed consistently into injection molding machines, extruders, and blow molding equipment. Unlike regrind or irregular granules, pellets deliver predictable melt behavior, cleaner processing, and higher market value.
The distinction matters for manufacturers. Regrind, produced by shredding without melting, contains irregular shapes and sharp edges that cause bridging in hoppers and inconsistent melt flow. Pellets, produced through controlled extrusion and cutting, eliminate those problems. That is why pellets command a 15% to 30% price premium over regrind in most markets.
Mechanical recycling through pelletizing currently dominates the industry. According to Business Research Insights, pellets represent the fastest-growing product form within the broader $72 billion recycled plastics market. Flakes still account for roughly 76% of output volume, but pellets are catching up because brand owners and converters need uniform, specification-grade feedstock.
Step 1: Collection and Sorting
The quality of your finished pellets is fixed at this stage when you make recycled plastic pellets. No amount of washing or filtration can fully compensate for poorly sorted feedstock.
Plastic waste arrives as a mixed stream. Post-consumer bales contain PET bottles, HDPE milk jugs, PP caps, labels, adhesives, metals, and residual liquids. Post-industrial scrap is cleaner but still requires segregation by polymer type and color.
Sorting methods range from manual picking to fully automated systems:
- Manual sorting remains common at smaller facilities. Workers separate by resin type, color, and contamination level. Labor costs are high, and consistency depends on training.
- Near-infrared (NIR) optical sorting uses spectroscopy to identify polymer types in real time. Air jets eject off-spec pieces. These systems handle 2 to 6 tons per hour with 95%+ accuracy.
- Float-sink tanks exploit density differences. PET sinks in water while PP and PE float. This separates whole containers but not mixed flake.
- Air separation and magnetic extraction remove films, paper, and ferrous metals before further processing.
When Marcus Chen evaluated a pelletizing startup in Ohio, he discovered that the previous owner had skipped optical sorting to save $180,000 in capital costs. The result was a 12% cross-contamination rate in the final pellet output. Buyers rejected three full batches. The “savings” from skipping sorting cost the operation $340,000 in lost revenue and reputation damage within the first year.
Step 2: Size Reduction

Sorted plastic moves into shredders or crushers that reduce it to uniform flakes, typically 8 to 12 mm in size. Uniformity matters because inconsistent flake size feeds unevenly into the extruder when you make recycled plastic pellets, causing surges in melt pressure and temperature fluctuations.
Shredders use rotating blades to tear material apart. They handle bulky items like bottles and containers well. Crushers use impact force and are better suited for rigid materials like pipes and sheets. Many facilities use both in sequence: a primary shredder for bulk reduction followed by a secondary crusher for sizing.
Dust control is critical at this stage. Fine plastic dust is combustible. Facilities need proper ventilation, dust collection systems, and static grounding. OSHA and local fire codes typically require dust concentrations below established thresholds.
The target flake size also depends on your washing system. Smaller flakes expose more surface area for cleaning but can overwhelm dewatering equipment. Most commercial lines aim for that 8 to 12 mm sweet spot.
Step 3: Washing and Decontamination
This is where many operations succeed or fail when learning how to make recycled plastic pellets. Plastic flakes carry labels, adhesives, food residue, oils, dirt, and chemical contaminants. Each contaminant type requires a specific removal strategy.
Friction washers use high-speed rotors inside a barrel. The mechanical action, combined with heat from friction and pressurized water spray, strips labels and loosens adhesives. These work well for surface contaminants on PE and PP films.
Hot washing uses caustic or detergent solutions at 60 to 85 degrees Celsius. This removes oils, grease, and organic residue. For PET bottle recycling, hot washing is essential because adhesives and label glues bond strongly to the polymer surface.
Float-sink separation purifies flake mixtures by density. PET sinks while HDPE and PP float. Multiple tank stages improve separation efficiency. Some facilities add surfactants to adjust water chemistry for better differentiation.
Water recycling is a major operational consideration. A commercial washing line can consume 3 to 5 cubic meters of water per ton of material. Closed-loop systems with filtration and treatment reduce consumption by 80% or more. Without water treatment, operating costs escalate and environmental compliance becomes difficult.
Contamination control at this stage is not optional. Dirty feedstock accelerates screw and barrel wear in the extruder, clogs screen packs prematurely, and downgrades final pellet quality. The cost of adequate washing is always lower than the cost of downstream problems.
Step 4: Drying to Below 1% Moisture
Washed flakes exit the washing line saturated with water. Residual moisture destroys pellet quality during extrusion. Steam bubbles form in the melt. Hydrolytic degradation breaks polymer chains in hygroscopic materials like PET and PA66. The result when you make recycled plastic pellets with wet feedstock? Voids, reduced mechanical properties, and inconsistent melt flow index (MFI).
The drying process typically has two stages:
Mechanical dewatering removes surface water. Centrifugal dryers or spin dryers fling water off the flakes through rapid rotation. This stage alone can reduce moisture from 30% to 5%.
Thermal drying brings moisture below the critical 1% threshold. Hot-air dryers or desiccant dehumidifying dryers circulate heated air through the flake bed. PET recycling often requires 2 to 4 hours of drying at 160 to 180 degrees Celsius using crystallizing dryers that prevent agglomeration.
Moisture targets vary by polymer:
- PET: Below 0.02% (200 ppm) for bottle-to-bottle applications
- PA66 (nylon): Below 0.1% to prevent hydrolysis during processing
- PC: Below 0.02% for optical-grade applications
- PE/PP: Below 1% is generally acceptable for non-critical applications
If you are working with engineering resins like PA66 or PC, drying requirements are far stricter than for commodity PE or PP. This is one reason why pelletizing post-industrial engineering scrap demands different equipment and expertise than recycling consumer bottles. For a full comparison of engineering resin properties and processing requirements, see our engineering plastics guide.
Step 5: The Plastic Recycling Extrusion Process — Melting and Filtration
Dried flakes feed into an extruder, where they melt, mix, and pass through filtration before reaching the pelletizer. The plastic recycling extrusion process is the most capital-intensive stage of the entire operation.
Single-Screw vs Twin-Screw Extruders
Single-screw extruders are simpler and less expensive. They work well for clean, pre-sorted PE and PP with consistent melt behavior. A typical 90 mm single-screw extruder for HDPE might process 300 to 500 kg per hour.
Twin-screw extruders use two intermeshing screws inside a figure-eight barrel. They provide better mixing, higher torque for difficult materials, and superior devolatilization. Twin-screw systems are preferred for PET, heavily printed films, and filled or blended materials. The polymer mix you process determines your equipment needs — see our breakdown of types of recycled plastic pellets to match material to machine. They cost 50% to 100% more than equivalent single-screw units but handle demanding feedstock that single-screw machines cannot process reliably.
Temperature Control by Polymer
Extruder zone temperatures must match the polymer being processed. Here are typical profiles:
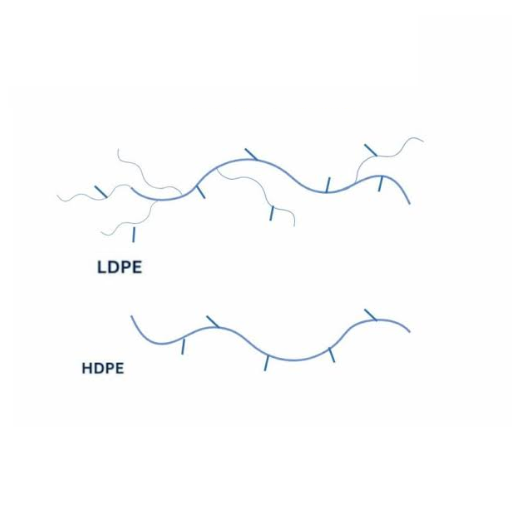
- HDPE: 160 to 200 degrees Celsius across zones
- LDPE/LLDPE: 150 to 190 degrees Celsius
- PP: 180 to 220 degrees Celsius
- PET: 260 to 280 degrees Celsius with crystallization prevention
- ABS: 200 to 240 degrees Celsius
- PC: 280 to 300 degrees Celsius
- PA66: 270 to 290 degrees Celsius with strict moisture control
Temperature uniformity within +/- 5 degrees Celsius is essential. Hot spots degrade polymer chains and generate black specks. Cold spots leave unmelted fragments that clog downstream equipment.
Degassing and Filtration
Vacuum degassing vents remove residual moisture, volatiles, and odors from the melt. This is especially important for post-consumer materials that have absorbed fragrances, fuels, or cleaning chemicals.
Melt filtration catches unmelted fragments, paper fibers, and fine contaminants that survived earlier stages. Screen packs use layered mesh screens with progressively finer openings. Automated screen changers swap clogged screens without stopping production. For food-grade or automotive applications, filtration to 100 microns or finer is standard.
The team at a packaging converter in Wisconsin learned this lesson the hard way. They skipped fine filtration on a post-consumer HDPE line to increase throughput by 8%. Within two production weeks, contaminated pellets caused blockages in their customers’ injection molding hot runners. The recall and replacement cost exceeded $90,000. Throughput gains are meaningless if quality fails.
Step 6: Pelletizing — Cutting Methods Compared

The molten plastic exits the extruder through a die and is cut into uniform pellets. Choosing the right cutting method is one of the most important decisions you will make when you make recycled plastic pellets, affecting pellet shape, dust generation, throughput, and capital cost.
Strand Pelletizing
In strand pelletizing, molten plastic exits the die as multiple solid strands. These strands pass through a water bath for cooling, then enter a rotary cutter that chops them into cylindrical pellets.
Best for: Rigid plastics with stable melt flow, including HDPE, PP, ABS, and PC.
Advantages: Lower equipment cost, simpler operation, easier maintenance, good pellet shape for most applications.
Disadvantages: Strand breakage can interrupt production. Startup requires threading strands through the cooling bath and cutter, which takes skill and time. Not ideal for sticky or low-viscosity materials.
Water-Ring (Die-Face) Pelletizing
In water-ring pelletizing, a rotating knife cuts the melt directly at the die face. A ring of water surrounds the die, cooling and transporting the pellets. Centrifugal force throws pellets outward into a water slurry.
Best for: LDPE and LLDPE films, high-throughput continuous operations, and materials prone to strand breakage.
Advantages: No strand threading, continuous operation, compact footprint, excellent for film recycling lines.
Disadvantages: Higher capital cost, more complex die maintenance, potential for fines generation if knife-to-die clearance is not maintained precisely.
Underwater Pelletizing
Underwater pelletizing submerges the die and cutter in a water-filled chamber. Cut pellets are instantly cooled and conveyed through water to a centrifugal dryer.
Best for: High-viscosity polymers, heat-sensitive materials, and applications demanding perfect pellet sphericity.
Advantages: Superior pellet shape, minimal dust, highest throughput capability, excellent for engineering resins and specialty compounds.
Disadvantages: Highest capital cost at $350,000 to $700,000, complex startup procedures, and significant water treatment requirements.
Strand Pelletizer vs Water Ring Pelletizer: Selection Framework
| Factor | Strand | Water-Ring | Underwater |
|---|---|---|---|
| Capital cost | 30K−30K−150K | 80K−80K−250K | 350K−350K−700K |
| Best polymers | HDPE, PP, ABS, PC | LDPE, LLDPE, PP film | PET, PA66, PC, specialty |
| Throughput | Moderate | High | Very high |
| Pellet shape | Cylindrical | Spherical/domed | Spherical, excellent |
| Dust generation | Low | Moderate | Very low |
| Maintenance | Simple | Moderate | Complex |
| Operator skill | Moderate | Moderate | High |
For most manufacturers entering pelletizing, strand pelletizing offers the best balance of cost and capability. Water-ring systems make sense if you are recycling LDPE film at scale. Underwater pelletizing is justified only for high-value engineering resins where pellet perfection commands premium pricing.
Step 7: Cooling, Drying, and Quality Assurance
Freshly cut pellets exit the pelletizer hot and wet. Quality control in the final stage of making recycled plastic pellets demands immediate cooling, final drying, and rigorous screening before packaging.
Cooling happens in a water bath for strand-cut pellets or within the cutting chamber for die-face and underwater systems. Pellet temperature must drop below 40 degrees Celsius to prevent clumping during storage.
Final drying uses centrifugal dryers or vibrating fluid-bed dryers to remove surface moisture. Even small amounts of residual water cause pellets to stick together in gaylords or silos.
Screening removes oversized pieces, fines, and irregular shapes. Vibration screens with specific mesh sizes sort pellets into on-spec product, oversize for reprocessing, and fines for disposal or re-extrusion.
Quality Control Metrics
Every batch should pass these checkpoints before release:
- Melt Flow Index (MFI): Measures viscosity under standardized conditions. Batch-to-batch variation should stay within +/- 10% of the target. MFI drift indicates temperature inconsistency, feed variation, or polymer degradation.
- Moisture content: Re-verified after final drying. Hygroscopic polymers need spot checks before shipment.
- Color consistency: Evaluated visually and with spectrophotometers for critical applications. Post-consumer recycled pellets often show color variation; post-industrial scrap is more consistent.
- Bulk density: Indicates void content and pellet uniformity. Low bulk density suggests excessive fines or hollow pellets.
- Contamination screening: Metal detection and visual inspection catch stray fragments that survived filtration.
- Mechanical properties: Tensile strength and impact testing for engineering-grade pellets.
A Certificate of Analysis (COA) documenting these metrics builds buyer confidence and reduces downstream disputes. If you are sourcing pellets rather than producing them, always request a COA and verify that the test methods match your incoming quality standards.
Equipment Investment and Realistic ROI
Understanding how to make recycled plastic pellets is only half the equation. The other half is deciding whether the capital investment makes sense for your operation.
Capital Cost Breakdown
| Equipment Category | Typical Cost Range (USD) |
|---|---|
| Shredder/crusher | 15,000−15,000−60,000 |
| Washing line (friction + hot wash) | 40,000−40,000−150,000 |
| Dewatering and drying system | 25,000−25,000−80,000 |
| Single-screw extruder | 50,000−50,000−200,000 |
| Twin-screw extruder | 100,000−100,000−400,000 |
| Strand pelletizer | 30,000−30,000−150,000 |
| Water-ring pelletizer | 80,000−80,000−250,000 |
| Underwater pelletizer | 350,000−350,000−700,000 |
| Complete turnkey line (500-1,000 kg/hr) | 250,000−250,000−600,000 |
| High-capacity automated line (>1,500 kg/hr) | 750,000−750,000−1,000,000+ |
Add 15% to 20% for installation, electrical upgrades, water treatment infrastructure, and initial spare parts. A complete recycled plastic pelletizing machine setup for a mid-scale operation typically falls between $300,000 and $800,000 in total startup capital.
Operating Costs
A 500 kg per hour recycled plastic pelletizing machine drawing 150 to 220 kW consumes $3,000 to $6,000 per month in electricity, depending on local rates. Labor runs $2,000 to $8,000 per shift depending on automation level and geography. Maintenance budgets should equal 5% to 8% of equipment cost annually.
Feedstock is your largest variable cost. Post-consumer baled plastic ranges from 80to80to350 per ton. Clean post-industrial scrap costs 200to200to400 per ton but yields higher-value output with fewer processing headaches.
ROI Reality
Well-managed operations with consistent feedstock and strong quality control typically achieve payback in 18 to 30 months. Claims of 3 to 6 month payback periods refer to equipment cost recovery only under ideal conditions, not total invested capital. Conservative planning protects against feedstock price spikes, equipment downtime, and quality failures.
Make vs Buy: Should You Produce Pellets In-House?

This is the decision that matters most for manufacturers exploring how to make recycled plastic pellets. Pelletizing is not a side project. It is a separate manufacturing discipline that demands capital, technical staff, and management attention.
When In-House Production Makes Sense
- You generate a large, consistent stream of single-polymer production scrap
- Your operation already employs process engineers who understand extrusion
- You need tight control over color, additive loading, or custom formulations
- You have the floor space, utilities, and environmental permits available
- Your waste volume justifies the capital commitment on a pure financial basis
When Sourcing from a Supplier Makes Sense
- Your waste stream is mixed, variable, or intermittent
- Capital is better deployed toward your core manufacturing capacity
- You need certified food-grade, automotive-grade, or medical-grade pellets. If you are still weighing whether recycled feedstock meets your specifications, our virgin vs recycled comparison provides retention data and decision frameworks by application.
- Your team lacks extrusion expertise and you do not want to build that competency
- You source multiple polymer types and prefer a single reliable partner
- You want predictable pellet pricing without exposure to feedstock volatility
This is where Yifuhui adds value. We maintain stringent quality control on every batch of pellets we supply. Our engineering resin expertise covers PC, PA66, POM, PMMA, ABS, PPS, PEI, and more. You consolidate your vendor list, receive consistent materials that keep your production lines moving, and avoid the capital intensity of in-house recycling.
Need pellets that meet exact specifications for your next project? Contact our engineering team for material recommendations, technical data sheets, and competitive quotes tailored to your volume requirements.
Common Defects and Troubleshooting
Even well-designed lines produce defects when you make recycled plastic pellets. Recognizing the cause quickly saves batches and protects customer relationships.
Fines and dust usually indicate worn cutter blades, incorrect knife speed, or die-face damage. Strand pelletizers need blade sharpening every 200 to 400 hours of operation depending on polymer abrasiveness.
Agglomerates and clumps point to inadequate drying or cooling. Pellets that are too warm when they enter storage fuse together. Check dryer performance and cooling water temperature.
Voids and bubbles in the pellet cross-section signal moisture in the feedstock or insufficient vacuum degassing. Verify flake moisture before extrusion and check vacuum vent performance.
Color streaking suggests contamination, poor mixing in the extruder, or degraded polymer from overheating. Review temperature profiles and check for foreign material in the feed.
Longs and tails result from misaligned cutters or speed mismatches between extruder output and cutting rate. These oversized pieces jam feeding equipment downstream.
MFI drift between batches is often the most expensive defect because it may not be visible. Causes include feedstock variation, temperature inconsistency, or moisture fluctuations. Track MFI on every batch and investigate trends before they become rejections.
Conclusion
Learning how to make recycled plastic pellets means mastering seven distinct stages: collection and sorting, size reduction, washing, drying, extrusion, pelletizing, and quality assurance. Each stage creates value or destroys it. Skipping sorting to save capital, underestimating drying requirements, or choosing the wrong cutting method turns pelletizing from a profit center into a liability.
The manufacturers who succeed treat pelletizing as a core competency or avoid it entirely by partnering with specialists. There is no shame in the second option. Your capital and attention may deliver higher returns in your primary manufacturing operation.
Here are the key takeaways:
- Feedstock sorting quality fixes your ceiling. Everything downstream can only preserve or degrade what sorting establishes.
- Moisture control is non-negotiable. Below 1% is the minimum for most polymers; engineering resins demand far stricter targets.
- Equipment selection should match your polymer mix and throughput, not just your budget.
- MFI consistency within +/- 10% batch-to-batch keeps your customers’ production lines stable.
- Realistic ROI planning uses 18 to 30 month payback assumptions, not best-case scenarios.
Whether you are evaluating in-house recycling or searching for a pellet supplier who understands engineering resins, start with quality standards. The right partner delivers pellets that meet your specifications every time, so your injection molding or extrusion operation never misses a beat due to material inconsistency.
Ready to source recycled plastic pellets with guaranteed quality and transparent pricing? Reach out to Yifuhui today. Our team will match you with the right material for your application and deliver the technical data you need to keep production running smoothly.