Marcus Chen, a manufacturing engineer at a mid-sized automotive components plant in Ningbo, stared at the email from his procurement director. The mandate was clear: cut resin costs by 20% before Q3 without compromising part quality or production throughput. His first thought was recycled plastic pellets for injection molding, but his second thought was the nightmare scenario. What if the batch was inconsistent? What if parts warped? What if his existing molds couldn’t handle the flow differences?
You have probably felt that same tension. Sustainability targets and cost pressures are pushing more manufacturers toward recycled feedstock. Yet most processing guides focus on virgin resin, leaving engineers to guess at temperature offsets, drying times, and defect remedies. This guide removes the guesswork. You will get exact processing parameters for the most common recycled pellet types, practical drying protocols, defect troubleshooting steps, and a clear cost framework so you can make the switch with confidence.
Here is what we will cover: how recycled pellets behave differently in the barrel, parameter adjustments for rPP, rHDPE, rABS, and rPET, drying requirements that prevent splay and degradation, mold design tweaks that compensate for flow variation, and a cost-per-part analysis that accounts for real production variables.
Want to evaluate recycled pellets for your production line? Contact our engineering team for sample batches with certified test reports and tailored processing recommendations.
Can You Use Recycled Plastic Pellets for Injection Molding?

Yes. Recycled plastic pellets process reliably in standard injection molding equipment when you select the right grade and adjust parameters accordingly. The key is understanding that recycled resin is not a downgrade. It is a different feedstock with its own thermal history, moisture profile, and flow characteristics.
The most injection-molding-friendly recycled pellets include rPP, rHDPE, and rABS. rPET works well too, but it demands aggressive drying and tighter temperature control due to its hygroscopic nature. Engineering recycled grades such as rPC and rPA66 are increasingly available from post-industrial sources and perform well for non-optical, structural components.
Applications that transition most easily include thick-walled parts, non-cosmetic components, packaging closures, and industrial housings. Applications that require more caution include tight-tolerance optical parts, food-contact items without proper certification, and thin-wall components where flow length is already marginal. In most cases, a 25% to 50% blend with virgin resin delivers the safest first step before moving to higher recycled content.
How Recycled Pellets Behave Differently in the Injection Molding Process
Recycled pellets carry a thermal history from their previous life. That history changes how they melt, flow, and solidify in your mold.
Thermal and Flow Characteristics
Each heat cycle a polymer endures causes some degree of chain scission or cross-linking. In practice, this means recycled pellets often exhibit a broader melt flow index (MFI) range than virgin material. A virgin PP might hold steady at 12 g/10min, while its recycled counterpart could test anywhere from 10 to 15 g/10min depending on the source and prior processing history. That variation affects fill pressure, shear heating, and cycle consistency.
You may also notice viscosity shifts. Some recycled resins flow more easily due to reduced molecular weight. Others become more viscous if oxidative cross-linking has occurred. The result is that your standard barrel temperature profile might produce flash in one batch and short shots in the next if you do not adjust.
Moisture and Contamination Risks
Recycled pellets absorb more moisture than virgin resin. Post-consumer feedstock has been exposed to liquids, humidity, and washing processes that leave surface moisture behind. Pellets may also carry trace contaminants such as labels, adhesives, or incompatible resins from mixed-waste streams. These contaminants show up as splay marks, silver streaking, or weak weld lines if they are not removed before processing.
Shrinkage and Dimensional Stability
Recycled resins can exhibit slightly higher or more variable shrinkage than virgin equivalents. Recycled HDPE, for example, may shrink 1.5% to 4.0% compared with 1.5% to 3.0% for virgin. That extra shrinkage affects part dimensions, especially in thick sections where cooling is uneven. If your mold was designed for virgin shrinkage rates, you may need to adjust packing pressure or mold temperature to hold tolerance.
Processing Parameters by Recycled Pellet Type

The following parameters are starting points based on industry practice and material supplier data. Always validate with first-article inspection and adjust for your specific mold geometry and machine capability.
rPP (Recycled Polypropylene) Injection Molding
Polypropylene is the most forgiving recycled resin for injection molding. It is also the most widely used thermoplastic globally, which means rPP is available in consistent supply from post-industrial and post-consumer streams.
- Barrel temperature: 180-230°C. Start at the low end of the range. The prior heat history in recycled PP makes it more susceptible to thermal degradation at high temperatures.
- Mold temperature: 20-60°C. Lower mold temperatures reduce cycle time but can increase warpage in thick parts.
- Injection pressure: 700-1,200 bar. Monitor fill time and adjust if viscosity varies between lots.
- Drying: Generally not required if pellets are stored in sealed containers. If moisture is suspected, dry for 2-3 hours at 80°C.
- Shrinkage: 1.0-2.5%. Measure first articles carefully when switching lots.
Lily Zhang, a process technician at a Guangdong appliance factory, switched her company’s storage bin production from virgin PP to 50% rPP blended with virgin. Her first trial ran at virgin temperatures and produced sink marks on the lid. Dropping the barrel temperature by 10°C and increasing hold time by 0.5 seconds eliminated the defect. The batch passed dimensional inspection, and her material cost dropped 22%.
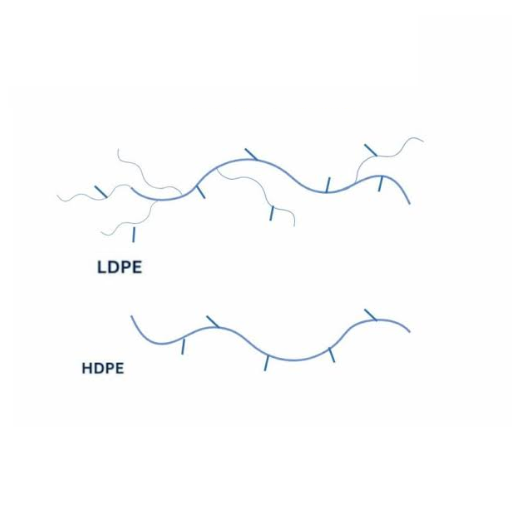
rHDPE (Recycled High-Density Polyethylene) Injection Molding
rHDPE delivers excellent chemical resistance and stiffness, making it a popular choice for containers, caps, and industrial components.
- Barrel temperature: 160-260°C. Use a gradual profile with a cooler feed zone to prevent bridging.
- Mold temperature: 20-60°C.
- Injection pressure: 700-1,100 bar.
- Drying: Minimal requirement. Two hours at 70°C is sufficient if pellets feel damp or have been stored in humid conditions.
- Shrinkage: 1.5-4.0%. This is higher than virgin HDPE, so design your mold or adjust your process accordingly.
rHDPE works particularly well for thick-walled parts where its higher shrinkage is less problematic. For thin-wall applications, consider blending with virgin HDPE to tighten the shrinkage window.
rABS (Recycled Acrylonitrile Butadiene Styrene) Injection Molding
ABS is prized for its surface finish, impact strength, and dimensional stability. Recycled ABS from post-industrial sources such as automotive trim or electronics housings retains most of these properties.
- Barrel temperature: 210-240°C. Avoid exceeding 250°C, as the butadiene rubber phase can degrade and cause surface defects.
- Mold temperature: 50-80°C. Higher mold temperatures improve surface gloss and reduce weld line visibility.
- Injection pressure: 800-1,500 bar.
- Drying: Essential. Dry for 3-4 hours at 80°C. ABS is hygroscopic, and even 0.2% moisture will produce splay.
- Shrinkage: 0.4-0.7%.
rABS is an excellent candidate for electronics enclosures, appliance housings, and automotive interior components where surface appearance matters.
Need rABS pellets with consistent MFI and color matching? View our recycled ABS specifications and request a sample batch for your next production trial.
rPET (Recycled Polyethylene Terephthalate) Injection Molding
rPET is the most technically demanding of the common recycled pellets for injection molding. It is also the one with the highest volume, driven by bottle-to-bottle recycling programs.
- Barrel temperature: 260-290°C. Run a flat profile to minimize residence time and thermal degradation.
- Mold temperature: 10-50°C. Cold molds are preferred for rPET to reduce crystallization and improve clarity.
- Injection pressure: 1,000-1,500 bar.
- Drying: Critical. Dry for 4-6 hours at 140-160°C with a dew point of -40°C or lower. rPET must reach below 0.02% moisture to prevent hydrolytic degradation during melting.
- Shrinkage: 0.2-0.8%. Very low shrinkage makes rPET attractive for dimensionally stable parts.
If you do not have a desiccant dryer capable of 140°C and -40°C dew point, rPET is not a viable option for your shop. Hot air dryers will not remove enough moisture.
Engineering Recycled Pellets
Recycled engineering plastics such as rPC, rPA66, and rPOM are available primarily from post-industrial streams. They retain 85% to 95% of virgin mechanical properties when sourced from a reliable supplier with batch testing.
- rPC: Requires drying at 120°C for 4 hours. Barrel temperature 280-320°C. Excellent for structural housings and lenses where transparency is not critical.
- rPA66: Highly hygroscopic. Dry at 80°C for 6-8 hours. Barrel temperature 260-300°C. Ideal for under-hood automotive clips and industrial fasteners.
At Suzhou Yifuhui, we supply recycled engineering resin grades with tighter MFI tolerance bands than commodity recyclers. That consistency makes the difference between a part that runs all day and a part that needs constant babysitting.
Drying Requirements and Moisture Control
Moisture is the single biggest cause of defects when injection molding with recycled plastic pellets. Virgin resin arrives in sealed packaging with known moisture content. Recycled pellets may have been exposed to rain, humidity, or incomplete drying during the recycling process.
Use this drying matrix as your baseline:
| Pellet Type | Drying Temperature | Drying Time | Target Moisture |
|---|---|---|---|
| rPP | 80°C | 2-3 hours | <0.1% |
| rHDPE | 70°C | 2 hours | <0.1% |
| rABS | 80°C | 3-4 hours | <0.1% |
| rPET | 140-160°C | 4-6 hours | <0.02% |
| rPA66 | 80°C | 6-8 hours | <0.1% |
| rPC | 120°C | 4 hours | <0.02% |
A desiccant dryer is strongly recommended over hot air dryers for rPET, rPA66, and rPC. Hot air dryers cannot achieve the low dew points these materials require. To learn more about rPET pellets, please click to refer to our accompanying guide: rPET Pellets: Properties, Applications and Sourcing Guide for Manufacturers.
Red flags that indicate inadequate drying include splay marks, silver streaking, bubbling at the melt front, and reduced tensile strength in molded parts. If you see these symptoms, extend drying time by 25% before adjusting other parameters.
Mold Design Adjustments for Recycled Pellets

You do not need to retool your entire mold to run recycled pellets. In most cases, four adjustments are sufficient.
Wall thickness: If your design allows, a 10% to 15% increase in nominal wall thickness compensates for flow variation in recycled resins. Thicker walls also reduce shear heating, which protects heat-sensitive recycled polymers.
Gate design: Larger gates improve flow for recycled grades with higher or more variable viscosity. A tab gate or fan gate distributes flow more evenly than a pinpoint gate when material consistency varies lot to lot.
Venting: Enhanced venting prevents burn marks caused by trapped air or volatiles from adhesives and inks that may remain on recycled pellets. Add vent depths of 0.02 to 0.03 mm at weld line locations and end-of-fill areas.
Runner systems: Cold runners with larger diameters reduce shear heating and pressure drop. If you are running a hot runner, verify that the manifold temperature is uniform to avoid stagnation and degradation.
Ejection: Recycled resins with higher shrinkage may grip cores more aggressively. Ensure ejector pins are adequately sized and properly timed to prevent part deformation during ejection.
Common Defects and Troubleshooting
Even with proper parameters, recycled pellets can produce defects that virgin resin does not. Here is how to diagnose and fix them.
Splay and Silver Streaking
Splay appears as silver or white streaks on the part surface. It is almost always caused by moisture or volatile contaminants. Check your dryer first. Extend drying time and verify desiccant condition. If drying is adequate, reduce barrel temperature by 5-10°C to prevent trapped volatiles from flashing off during injection.
Short Shots and Incomplete Filling
If the part is not filling completely, check the lot MFI. A recycled batch with lower flow than expected may need higher injection pressure or mold temperature. Enlarging the gate by 10% to 20% can also help. Avoid simply raising barrel temperature, as this may degrade the resin further.
Warpage and Sink Marks
Uneven shrinkage causes warpage. Recycled resins shrink more in thick sections where cooling is slow. Optimize cooling channel placement, reduce packing pressure slightly, or extend cooling time. For sink marks, increase hold pressure and time to feed material into shrinking thick sections.
Color Variation and Surface Defects
Mixed-color recycled pellets can produce unpredictable surface appearance. If your application requires consistent color, specify natural or color-sorted grades from your supplier. Adding a black or gray masterbatch is a common strategy for masking color variation in non-cosmetic parts.
Weak Weld Lines
Lower melt strength in some recycled resins produces visible or weak weld lines. Raise melt temperature modestly, optimize gate placement to improve flow front convergence, and add venting at the weld line to prevent air entrapment.
Quality Verification Before Production
Do not trust a Certificate of Analysis alone. Run this incoming inspection checklist on every batch of recycled plastic pellets for injection molding.
- MFI verification: Test a small sample and compare it to the COA. A deviation of more than +/- 10% should trigger a conversation with your supplier.
- Moisture testing: Use a moisture analyzer or weight-loss method. Compare results to the drying matrix above.
- Visual contamination check: Spread 100 grams on a white surface and inspect for foreign material, off-color pellets, or excessive fines.
- First article comparison: Mold three to five parts and measure critical dimensions against your virgin baseline. Document any shifts.
If a batch fails on contamination or out-of-spec MFI, reject it before it enters your hopper. The cost of a delayed shipment is always lower than the cost of scrapped production.
At Suzhou Yifuhui, every batch of recycled pellets ships with a COA, lot traceability, and MFI test data. We also offer pre-production sample kits so you can validate processing parameters on your equipment before committing to a full order.
Blending Strategies: Virgin Plus Recycled Ratios

You do not need to go 100% recycled on day one. Blending is a proven strategy that balances cost savings with process stability.
A 25% recycled / 75% virgin blend is the safest starting point. It delivers meaningful cost reduction with minimal parameter changes. Most molds designed for virgin resin will run a 25% blend with no adjustments at all.
A 50/50 blend is where most manufacturers settle after initial trials. At this ratio, you will need the drying and temperature adjustments outlined in this guide. Mechanical property retention is typically 90% to 95% of virgin for rPP and rHDPE at 50/50.
A 75% recycled / 25% virgin blend pushes cost savings to the maximum while retaining a virgin safety net for lot-to-lot variation. This ratio is common in non-structural packaging and industrial components where ultimate strength is not the primary driver.
Masterbatches and additives can help. Impact modifiers restore toughness in brittle recycled lots. UV stabilizers extend outdoor life for rHDPE products. Color concentrates standardize appearance across mixed-color feedstock.
Cost Analysis: When Recycled Pellets Reduce Part Cost
The headline price of recycled pellets is 20% to 50% lower than virgin. But the true savings depend on how the material behaves in your specific process.
Material cost per part is straightforward. If virgin PP costs $1,200 per ton and rPP costs $800 per ton, your material cost drops 33% on a straight substitution. At a 50/50 blend, the savings is 16.5%.
Hidden costs to model include drying energy, additional inspection time, and potential yield loss. A desiccant dryer running at 140°C for rPET consumes more electricity than the minimal drying virgin HDPE requires. If your defect rate rises from 2% to 4%, that scrap cost eats into your material savings.
Here is a simple break-even framework. Calculate your total cost per part including material, drying energy, scrap, and labor. Compare the virgin baseline to the recycled or blended scenario. In most cases, a 50/50 blend of rPP or rHDPE delivers net savings of 12% to 18% after accounting for all variables.
Long-term price stability is another advantage. Virgin resin pricing tracks crude oil and naphtha markets, which can swing 30% in a quarter. Recycled pellet pricing is driven by feedstock collection and recycling capacity, making it less volatile. That predictability helps procurement teams hit budget targets.
Ready to model the savings for your parts? Request a quote with your current resin grade and annual volume. Our team will calculate blended and straight-recycled scenarios with real pricing.
Conclusion
Recycled plastic pellets for injection molding are not a compromise. They are a viable, cost-effective feedstock that runs reliably when you respect the differences between recycled and virgin resin. The keys are aggressive drying, modest temperature reductions, mold design tweaks for flow and shrinkage, and a systematic incoming inspection routine.
Here are the five takeaways to carry back to your plant:
- Match the recycled pellet type to your application. rPP and rHDPE are the easiest transitions. rPET and engineering recycled grades require more process discipline.
- Dry aggressively. Moisture is the number one cause of recycled pellet defects. A desiccant dryer is not optional for hygroscopic resins.
- Drop barrel temperatures by 5-15°C versus virgin profiles to protect heat-sensitive recycled polymers.
- Verify every batch with MFI testing and first-article inspection. Lot-to-lot variation is manageable if you catch it early.
- Start with a blend. A 25% to 50% recycled ratio delivers immediate savings while you optimize parameters for higher content.
The next step is a production trial. Run a small lot on your equipment, measure the results, and scale from there. If you need sample batches, processing guidance, or a cost model for your specific parts, our engineering team is ready to help. Contact Suzhou Yifuhui today for recycled pellet specifications, COA data, and competitive pricing tailored to your volume requirements.